






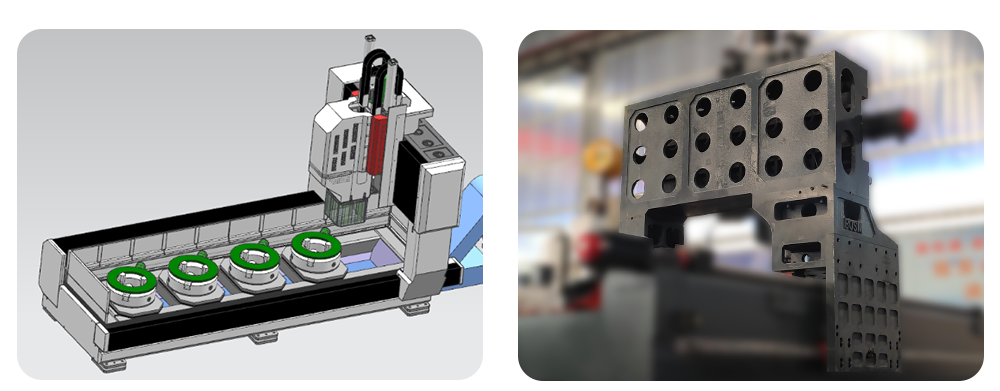
Stroj za bušenje s prirubnicom osovine s četiri stanice

Značajke stroja
Serija CNC strojeva za bušenje i glodanje s prirubnicama s četiri stanice uglavnom se koristi za kružnu obradu prirubnica, a može se koristiti i za učinkovito bušenje/glodanje izradaka s debljinama unutar učinkovitog raspona, kao što su poluosovine, ravne ploče, prirubnice, diskovi i prstenovi / Narezivanje navoja / razvrtanje / graviranje i drugi postupci. Prolazne rupe i slijepe rupe mogu se izbušiti na dijelovima od jednostavnih materijala i kompozitnim materijalima. Alatnim strojem se digitalno upravlja za lakši rad. Može postići automatizaciju, visoku preciznost, više varijanti, masovnu proizvodnju.
Struktura stroja
Ovaj stroj uglavnom ima radni stol, četiri seta hidrauličnih samocentrirajućih steznih glava s četiri čeljusti, mobilni portal, pokretno klizno sjedište, pogonsku glavu za bušenje i glodanje, uređaj za automatsko podmazivanje i zaštitni uređaj, cirkulacijski uređaj za hlađenje, digitalni sustav upravljanja i električni sustav. Sastav itd. Podupiranje i vođenje kotrljajuće linije i preciznog pogona glavnog vijka, alatni stroj ima visoku točnost pozicioniranja i ponovljenu točnost pozicioniranja.
1. Krevet radni stol:
Krevet je izrađen od čeličnih konstrukcijskih dijelova. Završava se sekundarnom obradom kaljenja. Ima dobru dinamičku i statičku krutost i ne deformira se. Radni stol koristi četiri kompleta 500 mm samocentrirajućih hidrauličnih steznih glava s četiri čeljusti za brzo stezanje izradaka. Dva para linearnih kotrljajućih vodilica ultra velikog kapaciteta ugrađena su s obje strane kreveta. Nakon pozicioniranja, dva seta uvezenog zaključavanja visokog intenziteta. Snažna stezaljka za tračnicu je čvrsto postavljena i zaključana na tračnici. Stezaljka savršeno pristaje bez oštećenja klizača tračnice. Vrijeme otvaranja i zatvaranja stezaljke je samo 0,06 sekundi, što uvelike skraćuje vrijeme obrade. Pogonski sustav koristi autobusni apsolutni servo motor i preciznost. Kuglični vijak pokreće portal da se kreće u smjeru Y-osi. Na dnu kreveta raspoređeni su podesivi vijci, koji mogu jednostavno prilagoditi razinu stolića.
2.Mobilni portal:
Mobilni portal je izliven od sivog željeza 250. Visina teške grede je 800 mm kako bi se povećala njena čvrstoća. Dva kotrljajuća para linearnih vodilica super velikog kapaciteta ugrađena su na prednjoj strani portala. Plavi klizač koristi precizni par kugličnih vijaka i servo motor za pomicanje klizača pogonske glave u smjeru Y osi. Glava za bušenje ugrađena je na klizač glave za bušenje. Kretanje portala ostvaruje se pomoću servo motora koji pokreće maticu kugličnog vijaka da se okreće na kuglastom vijaku kroz preciznu spojku.
3.Mobilno klizno sjedalo:
Pokretno klizno sjedalo precizna je konstrukcijska komponenta od lijevanog željeza. Klizno sjedište je prošireno i povećano kako bi se povećao središnji razmak vodilice. Dva seta kotrljajućih linearnih parova vodilica ultra velikog kapaciteta i parova preciznih kugličnih vijaka povezani su s visokopreciznom rukom. Servo motor kočnice pokreće glavu za bušenje da se kreće u smjeru Z-osi, što može ostvariti brzo naprijed, industrijsko napredovanje, brzo premotavanje unatrag i zaustavljanje električne glave. S funkcijama automatskog lomljenja strugotine, uklanjanja strugotine, pauze.

4.Glava snage bušenja:
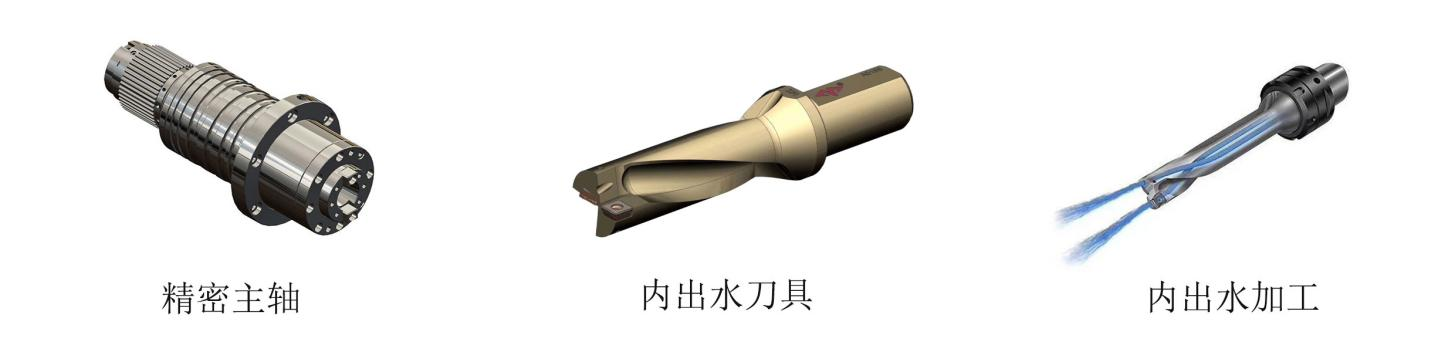
Glava za bušenje koristi namjenski motor servo vretena. Precizno mehaničko vreteno pokreće usporavanje nazubljenog sinkronog remena kako bi se povećao okretni moment. Vreteno koristi prednje japanske ležajeve s kutnim kontaktom s tri, dva i pet redova kako bi se postigla bezstupanjska promjena brzine. Brza i jednostavna zamjena, dovod pokreće servo motor i kuglični vijak. Osi X i Y mogu se povezati, a upravljanje poluzatvorenom petljom može se koristiti za postizanje funkcija linearne i kružne interpolacije.
5. Automatski transporter strugotine s ravnim lancem i cirkulacijski uređaj za hlađenje
Ovaj stroj je opremljen automatskim transporterom strugotine s ravnim lancem i sakupljačem strugotine. Cirkulacijski rashladni uređaj opremljen je papirnatim filtrom, koji ima visokotlačnu unutarnju rashladnu pumpu i niskotlačnu vanjsku rashladnu pumpu za unutarnje i vanjsko hlađenje alata.
5.1 Automatski uređaj za podmazivanje i zaštitni uređaj:
Ovaj je stroj opremljen originalnim tajvanskim volumetrijskim automatskim uređajem za podmazivanje parcijalnog tlaka, koji može automatski podmazati vodilice, vodeće vijke i druge pokretne parove, a nema mrtvog kuta kako bi se osigurao životni vijek stroja. X-os i Y-os alatnog stroja opremljene su zaštitnim poklopcima otpornim na prašinu, a oko radnog stola postavljeni su vodootporni štitnici od prskanja.
6. CNCsustav upravljanja:
6.1. Uz funkciju lomljenja strugotine, vrijeme lomljenja strugotine i ciklus lomljenja strugotine mogu se postaviti na sučelju čovjek-stroj.
6.2. Uz funkciju podizanja alata, visina podizanja alata može se postaviti na sučelju čovjek-stroj. Prilikom bušenja do ove visine, svrdlo se brzo podiže iznad obratka, a zatim se strugotina razbije, a zatim se brzo premotava prema površini za bušenje i automatski pretvara u rad.
6.3. Centralizirana radna kontrolna kutija i ručna jedinica imaju numerički sustav upravljanja i opremljeni su USB sučeljem i LCD zaslonom. Kako bi se olakšalo programiranje, pohranjivanje, prikaz i komunikacija, operativno sučelje ima funkcije kao što su dijalog čovjek-stroj, kompenzacija pogreške i automatski alarm.
6.4. Oprema ima funkciju pregleda i ponovne provjere položaja rupe prije obrade, a rad je vrlo prikladan.

7. Stezaljka tračnice:
Stezaljka se sastoji od glavnog tijela stezaljke, pokretača itd. To je funkcionalna komponenta visokih performansi koja se koristi zajedno s kotrljajućim parom linearnih vodilica. Kroz princip širenja sile klinastog bloka, stvara snažnu silu stezanja; ima fiksni portal, precizno pozicioniranje, antivibraciju i funkciju za poboljšanje krutosti.
Ima sljedeće karakteristike:
Ø 1)Sigurna i pouzdana, snažna sila stezanja, stezanje nepomične XY osi tijekom obrade bušenja i narezivanja navoja.
Ø 2)Iznimno velika sila stezanja povećava krutost aksijalnog dodavanja i sprječava trzanje uzrokovano vibracijama.
Ø 3)Brz odziv, vrijeme odziva otvaranja i zatvaranja je samo 0,06 sekundi, što može zaštititi alatni stroj i produžiti vijek trajanja glavnog vijka.
Ø 4)Izdržljiva, poniklana površina, dobra otpornost na hrđu.
Ø 5)Novi dizajn za izbjegavanje krutog udarca prilikom zatezanja.

Specifikacijan
| Model | BOSM-DS500 | Jedinica | |
| Maksimalna veličina obratka | Vanjski promjer | 50-500 | mm |
| Maksimalna visina obratka | 300 | Kg | |
| Promjer obratka poluosovine | ≤200 | mm | |
| Duljina osovine | 700 mm može se povećati prema temelju | mm | |
| Debljina obratka | ≤5 puta promjera svrdla | mm | |
| Vertikalna glava za bušenje | KOL | 1 | kom |
| Konus vretena | BT40 | ||
| Promjer svrdla | Φ2-Φ36 | mm | |
| Domet dodirivanja | M6-M24 | ||
| Brzina vretena | 30~3000 | r/mm | |
| Snaga motora servo vretena | 15 | Kw | |
| Udaljenost od dna vretena do radnog stola | 150-550mm±20 | mm | |
| Bočno pomicanje pogonske glave (X os) | MAKS. putovati | 2600 | mm |
| Brzina osi X | 0~8 | m/min | |
| Snaga servo motora X osi | 2.4 | Kw | |
| Uzdužno kretanje pokretne grede (Y os) | MAKS. putovati | 500 | mm |
| Brzina osi Y | 0~8 | m/min | |
| Snaga servo motora osi Y | 2.4 | Kw | |
| Vertikalno pomicanje praga (Z os) | MAKS. putovati | 400 | mm |
| Brzina osi Z | 0~4 | m/min | |
| Snaga servo motora osi Z | 1×2.4 kočnica | Kw | |
| Točnost pozicioniranja | 500x500 | ±0,03 | mm |
| Točnost indeksiranja | 360° | ±0,001° | |
| Veličina stroja | Duljina x širina x visina | 3600×1650×2300 | mm |
| Težina stroja | 8.5 | T | |
Inspekcija kvalitete
Svaki je stroj kalibriran laserskim interferometrom tvrtke RENISHAW iz Ujedinjenog Kraljevstva, koji točno provjerava i kompenzira pogreške nagiba, zazor, točnost pozicioniranja i ponovljenu točnost pozicioniranja kako bi se osigurala dinamička, statička stabilnost i točnost obrade stroja. . Test s kuglastom šipkom Svaki stroj koristi tester s kugličnom šipkom britanske tvrtke RENISHAW za ispravljanje stvarne točnosti kruga i ma
chine geometrijsku točnost, i izvoditi eksperimente kružnog rezanja u isto vrijeme kako bi se osigurala 3D točnost obrade stroja i točnost kruga.

Okolina korištenja alatnog stroja
1.1 Ekološki zahtjevi opreme
Održavanje stalne razine temperature okoline bitan je čimbenik za preciznu strojnu obradu.
(1) Dostupna temperatura okoline je -10 ℃ ~ 35 ℃. Kada je temperatura okoline 20 ℃, vlažnost treba biti 40 ~ 75%.
(2) Kako bi se statička točnost alatnog stroja zadržala unutar navedenog raspona, optimalna temperatura okoline mora biti od 15 °C do 25 °C s temperaturnom razlikom
Ne smije prelaziti ± 2 ℃ / 24h.
1.2 Napon napajanja: 3-fazni, 380V, fluktuacija napona unutar ± 10%, frekvencija napajanja: 50HZ.
1.3 Ako je napon u području uporabe nestabilan, alatni stroj treba biti opremljen reguliranim napajanjem kako bi se osigurao normalan rad alatnog stroja.
1.4. Alatni stroj mora imati pouzdano uzemljenje: žica za uzemljenje je bakrena žica, promjer žice ne smije biti manji od 10 mm², a otpor uzemljenja manji od 4 ohma.
1.5 Kako bi se osigurala normalna radna izvedba opreme, ako komprimirani zrak izvora zraka ne zadovoljava zahtjeve izvora zraka, treba dodati skup uređaja za pročišćavanje izvora zraka (odvlaživanje, odmašćivanje, filtriranje) prije nego što usis zraka stroja.
1.6. Opremu treba držati podalje od izravne sunčeve svjetlosti, izvora vibracija i topline, te podalje od visokofrekventnih generatora, električnih strojeva za zavarivanje itd., kako bi se izbjegao proizvodni kvar stroja ili gubitak točnosti stroja.
Usluga prije i poslije
1) Prije usluge
Kroz proučavanje zahtjeva i potrebne informacije od kupaca, zatim povratne informacije našim inženjerima, tehnički tim Bossman odgovoran je za tehničku komunikaciju s kupcima i formuliranje rješenja, pomažući kupcu u odabiru odgovarajućeg rješenja strojne obrade i odgovarajućih strojeva.
2) Naknadna usluga
A. Stroj s jednogodišnjim jamstvom i plaćenim cjeloživotnim održavanjem.
B. Tijekom jednogodišnjeg jamstvenog razdoblja nakon što je stroj stigao u odredišnu luku, BOSSMAN će pružiti besplatne i pravovremene usluge održavanja za razne kvarove na stroju koje nije napravio čovjek i pravovremeno besplatno zamijeniti sve vrste oštećenih dijelova koje nije napravio čovjek od naknade . Kvarovi do kojih dođe izvan jamstvenog roka bit će popravljeni uz odgovarajuće troškove.
C. Tehnička podrška u 24 sata online, TM, Skype, e-pošta, rješavanje relativnih pitanja na vrijeme. ako se ne može riješiti, BOSSMAN će odmah organizirati dolazak inženjera nakon prodaje na lice mjesta radi popravka, kupac treba platiti VISA, karte za let i smještaj.
Kupčevo mjesto






