
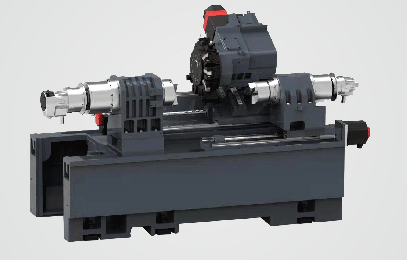
CNC kombinirani stroj za struganje i glodanje

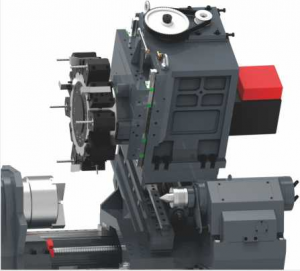
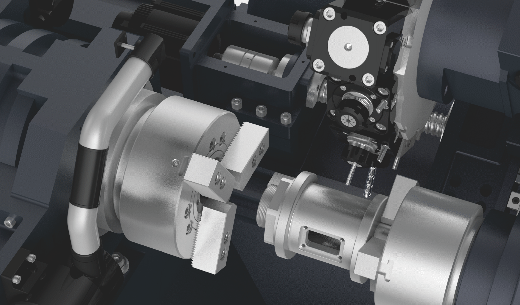
INTEGRIRANA POZITIVNA OS
Longmen struktura, super kruta
Integrirana pozitivna struktura Y osi pripada teškom rezanju visoke krutosti i njezina je izvedba bolja od interpolacijske Y osi.
a.Teško rezanje po jednoj Y osi bolje je od interpolacije Y osi, a Y os je okomita na X os.
b.Obrada ravnih kontura je glatkija i ravnija.
c.Pogodniji za složenu obradu površina i kontura.
Kombinirana oprema za tokarno glodanje "Pozitivno Y" ima očite prednosti u glodanju u ravnini strojne obrade u usporedbi s kombiniranim tokarskim glodanjem "interpolacije Y". Kretanje Y-osi "Pozitivno Y" okomito je na X-os, koja je jedna -pomicanje osi i "interpolacijsko Y" pomicanje Y-osi je interpolacija ravne linije kroz istovremeno kretanje X-osi i Y-osi, ravnost ravnine glodanja i usporedba "pozitivnog zaokreta Y" osi- kombinirano glodanje, kombinirana obrada tokarskim glodanjem osi "pozitivna Y" očito je svijetla i ravna.
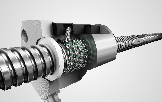
Dvostruki fiksni kuglični vijak
Koriste se visokokvalitetni kuglični vijci i kotrljajuće vodilice vrhunskih svjetskih proizvođača.
Iako skupi, samo visokokvalitetni proizvodi mogu zadovoljiti visoku preciznost i dugotrajnost
radni vijek koji zahtijevaju kupci.
Servo motori s izravnim navodnjavanjem
Servo motor je izravno spojen na kuglasti vijak preko čelične spojke, koja
osigurava da nema degeneracije i neusklađenosti čak ni pod velikim opterećenjem.
To će uvelike poboljšati točnost pozicioniranja i obradu navoja i kontura
bit će točniji.
106M 108M 208M
| Zadnji model | Ime | Jedinica | 106MY | 108MY | 208MY |
| Putovati | Maks.Promjer okretanja na krevetu | mm | φ600 | φ600 | φ600 |
| Maks.Promjer obrade | mm | φ320 | φ300 | φ400 | |
| Maks.Promjer obrade na držaču alata | mm | φ220 | φ220 | φ380 | |
| Maks.Duljina obrade | mm | 250 | 250 | 370 | |
| Udaljenost između centara | mm | 380 | 380 | 600 | |
| Motor vretena Hidrocilindar Chuch Parametar | Vretenasti nos | tip | A2-5 | A2-6 | A2-6 |
| Maks.Brzina vretena | broj okretaja u minuti | 5500 | 4300 | 4200 | |
| Uljni cilindar/ stezna glava | lnch | 6” | 8” | 8” | |
| Provrt vretena | mm | φ56 | φ65 | φ65 | |
| Promjer šipke | mm | φ45 | φ52 | φ52 | |
| Snaga motora vretena s izravnim pogonom | kw | 17.5 | 22 | 22 | |
| Namicanje po osi X/Z/Y Parametar | X Putovanje | mm | 180 | 180 | 280 |
| Specifikacija X/Z linearne vodilice | spes | 35/35Valjak | 35/35Valjak | 35/35Valjak | |
| Z Putovanje | mm | - | 300 | 600 | |
| X/Z/Y Snaga motora | kw | 1,8/1,8/1,0 | 1,8/1,8/1,0 | 1,8/1,8/1,0 | |
| X/Z//Y brzi hod | m/min | 30/30/10 | 30/30/10 | 20/20/10 | |
| Točnost pozicioniranja | mm | ±0,005 | ±0,005 | ±0,005 | |
| Ponovite točnost pozicioniranja | mm | ±0,003 | ±0,003 | ±0,003 | |
| Parametar kupole | Položaj alata | kom | BMT45-12T | BMT45-12T | BMT55-12T |
| Power Turret Motor | kw | 2,2/3,7 | 2,2/3,7 | 2,2/3,7 | |
| Četvrtasti držač alata | mm | 20×20 | 20×20 | 20×20 | |
| Okrugli držač alata za bušenje | mm | φ32 | φ32 | φ40 | |
| Vrijeme izmjene susjednog alata | sek | 0,15 | 0,15 | 0,15 | |
| Točnost pozicioniranja | / | ±2” | ±2” | ±2” | |
| Ponovite točnost pozicioniranja | / | ±1” | ±1” | ±1” | |
| Konjica Parametri | Programabilni hidraulički stražnji dio | / | √ | √ | |
| Maks.Putovanje konja | mm | 360 | 360 | 440 | |
| Konusna rupa rukavca konja | tip | MT 5# | MT 5# | MT 5# | |
| Promjer rukavca | mm | / | / | / | |
| Putovanje rukavima | mm | / | / | / | |
| Mehanička veličina | Veličina stroja | mm | 2300×1800×1700 | 2300×1800×1700 | 2620×2200×1920 |
| Težina stroja | kg | 3700 kg | 3800 kg | 5200 kg |

Servo automatski dodavač šipki
TENOLY hranilice imaju automatizirani dizajn za teške uvjete rada,
Značajno povećava produktivnost i pojednostavljuje operacije tokarenja.
Hvatač dijelova
Hvatač obratka dizajniran je na principu mehaničkog povezivanja, koje se može brzo spojiti
povezan s gotovim proizvodom nakon obrade.


THK valjkasta linearna vodilica
Linearna vodilica ima nulti zazor, lučno rezanje, koso rezanje, a površinska tekstura je relativno ujednačena.Pogodan je za rad pri velikim brzinama i uvelike smanjuje pogonsku snagu potrebnu za stroj. Linearne vodilice koriste kotrljanje umjesto klizanja, uz male gubitke trenja, osjetljiv odziv i visoku točnost pozicioniranja.Može podnijeti teret u smjeru gore, dolje, lijevo i desno u isto vrijeme.Pod opterećenjem, kontaktna površina gusjenice još uvijek je u kontaktu s više točaka, a krutost rezanja neće biti smanjena;Jednostavna i izmjenjiva montaža i jednostavna struktura za podmazivanje;linearne vodilice se vrlo malo troše i dugo traju.
THK kuglični vijak
Korištenje visokopreciznog kugličnog vretena, s prednaprezanjem matice i vijka
tretman prednaprezanja, zazor i porast temperature i
izduženja su unaprijed eliminirana, pokazujući izvrsno pozicioniranje
i ponovljivost.
Izravni pogon sa servo motorom za smanjenje pogreške u zazoru.

Motorizirana ruka visoke preciznosti za tokarski stroj
Pull-down alat za postavljanje s visokom preciznošću ponovljivosti Dostupan u nizu različitih veličina za zadovoljavanje raznih industrijskih potreba Dostupan u nizu standardnih veličina, kao i po narudžbi izrađenih čeličnih mjernih krakova s niskim koeficijentom širenja
Koristite robusnu sondu od cirkonija
Zauzima malo prostora na stroju kada se ne koristi
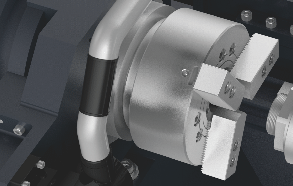
Hidraulički držač stezne glave
Tokarilica je standardno opremljena hidrauličnom steznom glavom za provrt.Stezna glava se može prilagoditi prema potrebama kupca, a niz opcija omogućit će vam najprikladniju steznu glavu.
Sekundarno vreteno
Oba kraja obratka mogu se obrađivati istovremeno u jednom stezanju, što uvelike pojednostavljuje ručni rad.



