






Vrhunski dobavljači u Kini, tokarski stroj za teške uvjete rada s brusnim kotačem za tokarenje metalurškog valjkastog cilindra
Ustrajući u "visokoj kvaliteti, brzoj isporuci, konkurentnoj cijeni", sada smo uspostavili dugoročnu suradnju s potrošačima jednako u inozemstvu iu zemlji i dobivamo značajne komentare novih i starih klijenata za vrhunske dobavljače u Kini Heavy Duty Tokarski stroj s brusnim kotačem za tokarenje metalurškog valjkastog cilindra, raširenih ruku pozivamo sve zaintrigirane kupce da posjete našu web stranicu ili nas odmah nazovu za više informacija.
Ustrajući u "visokoj kvaliteti, brzoj isporuci, konkurentnoj cijeni", sada smo uspostavili dugoročnu suradnju s potrošačima jednako iz inozemstva i iz zemlje i dobivamo značajne komentare novih i starih klijenata zaKineski Cnc tokarski stroj, Horizontalni tokarski stroj, Prilagođene narudžbe su prihvatljive s različitim stupnjem kvalitete i posebnim dizajnom kupca. Radujemo se uspostavi dobre i uspješne poslovne suradnje s dugim rokovima s kupcima iz cijelog svijeta.
Analiza tehnologije automobilskih osovina

Automobilska osovina
Osovine s kotačima s obje strane podvozja (okvira) zajednički se nazivaju automobilske osovine, a osovine s pogonskim sposobnostima općenito se nazivaju osovinama. Glavna razlika između njih je da li postoji pogon u sredini osovine (osovine). U ovom radu se automobilska osovina s pogonskom jedinicom naziva automobilskom osovinom, a vozilo bez pogona naziva se automobilskom osovinom da bi se pokazala razlika.
Uz sve veću potražnju za logistikom i prijevozom, sve je očitija superiornost automobilskih osovina, posebice prikolica i poluprikolica, u profesionalnom prijevozu i specijalnim operacijama, a potražnja na tržištu značajno je porasla.
Ova tehnološka analiza procesa obrade osovine, nadamo se da će pomoći kupcima da izaberu prikladniji CNC stroj.


Klasifikacija osovine automobila:
Vrste osovina razlikuju se prema vrsti kočnice, a dijele se na: osovine disk kočnice, osovine bubanj kočnice itd.
Prema veličini strukture promjera osovine, dijeli se na: američku osovinu, njemačku osovinu; itd.
Prema obliku i građi dijeli se na:
cjelina: puna četvrtasta cijevna osovina, šuplja četvrtasta cijevna osovina, šuplja okrugla osovina;
podijeljeno tijelo: glava osovine + zavarivanje cijevi šuplje osovine.
Od sadržaja obrade osovine, pune i šuplje osovine povezane su s odabirom opreme za obradu.
Slijedi analiza proizvodnog procesa cijele osovine (također podijeljene na punu i šuplju; četvrtastu cijev i okruglu cijev) i podijeljenu osovinu (puna i šuplja glava osovine + zavarivanje cijevi šuplje osovine), posebno proces strojne obrade se analizira kako bi se bolje odabrao prikladniji stroj.
Proizvodni proces i stroj za automobilske osovine:
1. Tradicionalni proizvodni proces ukupne osovine:

Iz gornjeg proizvodnog procesa osovine, potrebne su najmanje tri vrste alatnih strojeva za dovršetak strojne obrade: glodalica ili dvostrano bušilica, CNC tokarilica, bušilica i glodalica, a CNC tokarilica se mora okrenuti (neki kupci imaju izabran dvoglavi CNC tokarski stroj). Što se tiče obrade navoja, ako je promjer osovine kaljen, obrađuje se nakon kaljenja; ako nema kaljenja, obrađuje se u OP2 i OP3, a alatni strojevi sekvence OP4 i OP5 su izostavljeni.

Iz novog proizvodnog procesa, glodalica koja se koristi za strojnu obradu (puna osovina) ili dvostrani stroj za bušenje (šuplja osovina) plus CNC tokarski stroj, tradicionalno OP1 glodanje, OP2, OP3 tokarenje, pa čak i OP5 bušenje i glodanje Može se zamijeniti dvostranim CNC strugom OP1.
Za čvrste osovine gdje promjer osovine ne zahtijeva kaljenje, svi sadržaji strojne obrade mogu se dovršiti u jednoj postavci, uključujući glodanje utora za ključeve i bušenje radijalnih rupa. Za šuplje osovine gdje promjer osovine ne zahtijeva kaljenje, standard stezanja automatske pretvorbe može se realizirati u alatnom stroju, a sadržaj strojne obrade može se dovršiti jednim alatnim strojem.
Odaberite specijalne CNC tokarilice s dvostrukom osovinom za obradu osovina znatno skraćuje put obrade, a također će se smanjiti vrsta i količina odabranih alatnih strojeva.
3. Proces proizvodnje podijeljene osovine:

Iz gornjeg procesa, oprema za obradu cijevi osovine prije zavarivanja također se može odabrati kao dvostrani CNC tokarski stroj. Za obradu osovine nakon zavarivanja, specijalni CNC tokarski stroj za dvostrane osovine trebao bi biti prvi izbor: istovremena obrada na oba kraja, visoka učinkovitost obrade i dobra točnost obrade. Ako je potrebno strojno obraditi utor za klin i radijalnu rupu na oba kraja osovine, stroj se također može opremiti držačem električnog alata za obradu naknadnog utora za klin i radijalne rupe zajedno.
4. Prednost i značajka novog stroja za odabir procesa:
1) Koncentracija procesa, smanjenje vremena stezanja izratka, smanjenje vremena pomoćne obrade, korištenje tehnologije istodobne obrade na oba kraja, učinkovitost proizvodnje je značajno poboljšana.
2) Jednokratno stezanje, istodobna obrada na oba kraja poboljšava točnost obrade i koaksijalnost osovine.
3) Skratiti proizvodni proces, smanjiti promet dijelova na proizvodnom mjestu, poboljšati učinkovitost korištenja mjesta i pomoći u poboljšanju organizacije i upravljanja proizvodnjom.
4) Zbog upotrebe visokoučinkovite procesne opreme, može se opremiti uređajima za utovar i istovar i uređajima za skladištenje kako bi se postigla potpuno automatizirana proizvodnja i smanjili troškovi rada.
5) Radni komad je stegnut u međupoložaju, stezanje je pouzdano, a zakretni moment potreban za rezanje alatnog stroja je dovoljan i može se izvesti velika količina tokarenja.
6) Alatni stroj može biti opremljen uređajem za automatsko otkrivanje, posebno za šuplju osovinu, koji može osigurati jednoliku debljinu osovine nakon strojne obrade.
7) Za šuplje osovine, kada su unutarnje rupe na oba kraja OP1 sekvencera završene, tradicionalni će kupac koristiti jedan kraj za podizanje stezaljke, a drugi kraj za korištenje stražnjeg dijela za zatezanje obratka za tokarenje, ali veličina od unutarnja rupa je drugačija. Za manju unutarnju rupu, krutost zatezanja je nedovoljna, gornji moment zatezanja je nedovoljan i učinkovito rezanje se ne može dovršiti.。
Za novi tokarski stroj s dvostrukom površinom, šuplja osovina, kada se završe unutarnje rupe na oba kraja vozila, stroj automatski prebacuje način stezanja: dva kraja se koriste za zatezanje izratka, a srednji pogon pomiče izradak za prijenos momenta.
8) Glava s ugrađenim hidrauličkim steznim izratkom može se pomicati u smjeru Z stroja. Kupac može držati položaj u srednjoj kvadratnoj cijevi (okrugla cijev), položaj donje ploče i položaj promjera osovine po potrebi.
5. Zaključak:
S obzirom na gornju situaciju, upotreba dvostranih CNC tokarilica za obradu automobilskih osovina ima značajne prednosti u odnosu na tradicionalne procese. To je napredna tehnologija proizvodnje koja može zamijeniti tradicionalne alatne strojeve u smislu proizvodnog procesa i strukture stroja.
Srednji dio od
6. Slučaj kupca osovine

Specijalni CNC tokarski stroj s dvostrukom osovinom Uvod
Raspon obrade osovine: ∮50-200 mm, □50-150 mm, duljina obrade: 1000-2800 mm
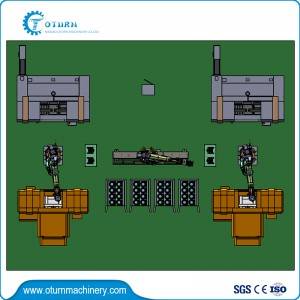
Uvod u strukturu i performanse stroja
Alat stroja ima raspored nagnutog ležaja od 45°, koji ima dobru krutost i lako odvođenje strugotine. Glava s funkcijom stezanja srednjeg pogona smještena je u sredini kreveta, a dva držača alata raspoređena su s obje strane kutije vretena. Minimalna duljina stezanja stroja je 1200 mm, a maksimalna duljina obrade je 2800 mm. Usvojena je kotrljajuća vodilica, a svaka osovina za servo dovod ima kuglični vijak s visokim prigušenjem, a elastična spojka je izravno povezana, a buka je niska, točnost pozicioniranja i ponovljena preciznost pozicioniranja su visoke.
■Stroj je opremljen dvokanalnim sustavom upravljanja. Dva držača alata mogu se povezati s vretenom u isto vrijeme ili odvojeno kako bi se dovršila istovremena ili sekvencijalna obrada dva kraja dijela.
■Stroj je opremljen dvostrukim držačima. Glavna osovina je fiksirana na sredini kreveta, a servo motor napaja glavnu osovinu preko zupčastog remena. Kutija pomoćnog vretena postavljena je na donju vodilicu alatnog stroja, koaksijalno s glavnom kutijom vretena, i može se pomicati aksijalno pomoću servo motora kako bi se olakšalo utovar i istovar dijelova, a pogodno je prilagoditi različita stezanja pozicije. Prilikom obrade dijelova, podnožje vretena je pričvršćeno za tračnicu stroja. Koaksijalna točnost dvaju čeonih nosača zajamčena je proizvodnim procesom, što rezultira višim stupnjem koncentričnosti obrađenih dijelova.


■Glavna osovina integrira sustav vretena, učvršćenje i sustav distribucije ulja te ima kompaktnu strukturu i pouzdan rad. Specifični promjer stezanja i širina glave određuju se prema dijelovima osovine kupca.
Glavnu glavu usporavaju dva stupnja remena i zupčanika, što omogućuje vretenu da proizvede veliki okretni moment. Stezaljka je instalirana na lijevom kraju glavnog držača i desnom kraju pomoćnog držača kako bi se ostvarilo stezanje dijelova. Kada glavni držač pogoni dijelove na rotaciju, stezni dijelovi stezaljke pomoćnog držača okreću se zajedno s glavnim držačem.



Učvršćenje je opremljeno s tri radijalna cilindra (četiri radijalna cilindra ako su stegnuti i okrugli materijal i kvadratni materijal), klip se klipno pomiče pomoću hidrauličkog tlaka, a kandže su ugrađene na kraju klipa kako bi se ostvario samo- centriranje dijelova. Stezanje. Brzo i jednostavno mijenjate kandže prilikom izmjene dijelova. Sila stezanja podešava se hidrauličkim tlakom hidrauličkog sustava. Kada se dio strojno obrađuje, stezaljka se okreće s glavnom osovinom, a sustav za distribuciju ulja dovodi ulje u stezaljku, tako da stezaljka ima dovoljnu silu stezanja tijekom rotacije. Stezaljka ima prednosti velike sile stezanja i velikog hoda kandži.
■Kako bi se riješio problem jednolike debljine stjenke nakon kupčeve obrade šuplje osovine, stroj se može opremiti uređajem za automatsku inspekciju obratka. Nakon što je stezanje osovine završeno, obradak automatski detektira da se sonda izvlači i mjeri položaj obratka; nakon završenog mjerenja uređaj se povlači u zatvoreni prostor.


Za različite procese obrade šupljih osovina, ako se položaj ležaja koristi kao referenca stezanja, može se odabrati struktura stroja s automatskim stezanjem i stezanjem, a programibilni stražnji krak nalazi se na obje strane glavnog i pomoćnog vretena kako bi zadovoljio zahtjevi jednog stroja. Očekuje se da će dovršiti obradu dva koraka odjednom. U isto vrijeme, također čini da dijelovi automatskog utovara i istovara imaju više i bolje mogućnosti izbora.
■Lijevi i desni držač alata mogu biti opremljeni običnim rotirajućim držačima alata ili revolverskim glavama. Imaju funkcije bušenja i glodanja, koje mogu dovršiti bušenje i glodanje ključnih dijelova.
■Alatni stroj je potpuno zatvoren i opremljen automatskim uređajem za podmazivanje i automatskim uređajem za uklanjanje strugotine (sprijeda). Ima dobru zaštitnu učinkovitost, lijep izgled, jednostavno rukovanje i praktično održavanje.
■Detaljne specifikacije i konfiguracije stroja određene su prema zahtjevima osovine i zahtjevima kupaca, te se ovdje neće ponavljati.



Hvala na pozornosti!Ustrajući u "visokoj kvaliteti, brzoj isporuci, konkurentnoj cijeni", sada smo uspostavili dugoročnu suradnju s potrošačima jednako u inozemstvu iu zemlji i dobivamo značajne komentare novih i starih klijenata za vrhunske dobavljače u Kini Heavy Duty Tokarski stroj s brusnim kotačem za tokarenje metalurškog valjkastog cilindra, raširenih ruku pozivamo sve zaintrigirane kupce da posjete našu web stranicu ili nas odmah nazovu za više informacija.
Najbolji dobavljači u Kini CNC tokarski stroj, horizontalni tokarski stroj, prilagođene narudžbe su prihvatljive s različitim stupnjem kvalitete i posebnim dizajnom kupca. Radujemo se uspostavi dobre i uspješne poslovne suradnje s dugim rokovima s kupcima iz cijelog svijeta.
Pošaljite nam svoju poruku:
Kategorije proizvoda
-
Tvornička izrada kineske alternative za mljevenje za Su...
-

Kineski proizvođač za China 6″ Ecomonic ...
-
OEM Kina Kina CNC fiksna greda univerzalnog tipa G...
-

Proizvođač za Kinu kvalitetnog CNC portala ...
-

Profesionalni Kina Kina 370mm cijevi za narezivanje L...
-
Visoka reputacija kineskog medicinskog jednofaznog ventila...