






BOSM -4014 Glodalica s suprotnom glavom
1. Korištenje stroja:
BOSM-6000* 1000 CNC portalni dvostupni dvostupni stroj za bušenje i glodanje s fiksnom gredom poseban je alatni stroj za obradu krakova/strijela bagera. Jastuk, može ostvariti brzu obradu obratka, obradak se može bušiti, glodati i bušiti unutar učinkovitog raspona hoda, obradak se može obrađivati na mjestu odjednom (nema potrebe za sekundarnim stezanjem), brzina utovara i pražnjenja je brz, brzina pozicioniranja je velika, a točnost obrade je visoka. Visoka, visoka učinkovitost obrade.
2.Stroj strukturaznačajke:
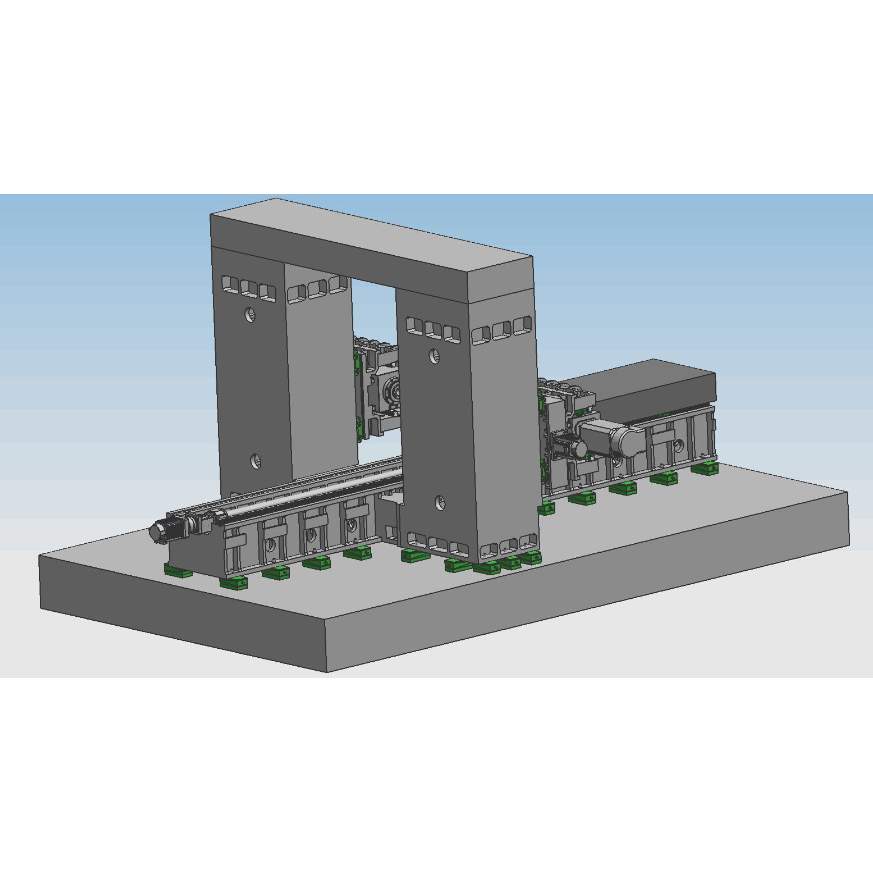
Glavne komponente alatnog stroja: krevet, radni stol, lijevi i desni stup, grede, spojne grede portala, sedla, ramovi itd., veliki dijelovi izrađeni su od kalupa od smole i pijeska, visokokvalitetnog lijevanog sivog željeza 250, žarenog u vrućem jama s pijeskom → vibracijsko starenje → toplinska obrada Žarenje u peći → vibracijsko starenje → gruba strojna obrada → vibracijsko starenje → žarenje u vrućoj peći → vibracijsko starenje → završna obrada, u potpunosti eliminirati negativno naprezanje dijelova i održati performanse dijelova stabilnima. Fiksni krevet, lijevi i desni stup, portal i radni stol se pomiču; Ima funkcije glodanja, bušenja, bušenja, upuštanja, narezivanja itd. Metoda hlađenja alata je vanjsko hlađenje. Alatni stroj sadrži 5 osi za pomicanje, koje mogu ostvariti 4-osno povezivanje i 5-osno jednostruko djelovanje. Postoje 2 strujne glave. Os alatnog stroja i pogonska glava prikazani su na donjoj slici.X


2.1.Glavna struktura dovodnog dijela aksijalnog prijenosa
2.1.1.X-os:Radni stol se pomiče bočno duž vodilice fiksnog kreveta.
X 1-osni pogon: AC servo motor plus visokoprecizni planetarni reduktor pokreće kuglični vijak za pomicanje radnog stola radi realizacije linearnog gibanja X-osi
Oblik vodilice: postavite dvije precizne linearne vodilice visoke čvrstoće.
2.1.2 Z1 os:Pogonska glava i sedlo postavljeni su okomito na prednju stranu stupa i klize gore-dolje duž vodilice stupa.
Prijenos po osi Z1: AC servo motor i sinkroni kotač koriste se za pogon kugličnog vretena za pokretanje sjedala za ostvarivanje linearnog gibanja po osi Z
2.1.3 Z2 os:Pogonska glava i sedlo postavljeni su okomito na prednju stranu stupa i klize gore-dolje duž vodilice stupa.
Prijenos po osi Z2: AC servo motor i sinkroni kotač koriste se za pogon kugličnog vretena za pokretanje sjedala za ostvarivanje linearnog gibanja po osi Z.
2.1.4 Y1 os:Sedlo pogonske glave postavljeno je okomito na prednju stranu desnog stupa i klizi lijevo i desno duž vodilice stupa.
Prijenos osi Y1: servo motor izmjenične struje plus planetarni reduktor visoke preciznosti koristi se za pokretanje klipa da se kreće kroz kuglični vijak kako bi se ostvarilo linearno kretanje osi Y1
2.1.5 Y2 os:Sedlo pogonske glave okomito je postavljeno na prednjoj strani desnog stupa i klizi lijevo i desno duž vodilice stupa.
Prijenos osi Y2: servo motor izmjenične struje plus planetarni reduktor visoke preciznosti koristi se za pokretanje klipa da se kreće kroz kuglični vijak kako bi se ostvarilo linearno gibanje osi Y2.
2.2.Smjer pomicanja pogonske glave za bušenje i glodanje (uključujući pogonsku glavu 1 i 2) ima kvadratnu strukturu ramova, najnapredniju metodu kombinirane vodilice tvrde žice, tvrda je tračnica okružena snažnim osloncem, vodilica s 4 linearna valjka parovi su vođeni, a pogon usvaja AC servo motor Pogon sinkronog remena (i=2) i preciznog prijenosa s kuglastim navojem, pogonska glava usvaja servo motor za usporavanje kroz sinkroni remen i sinkroni kotač, vođen visokom preciznošću par vodilica, i pokreće okomiti kuglasti vijak da se okreće, ostvarujući glavu snage. Radite okomito kretanje gore i dolje, i opremljen je šipkom za ravnotežu dušika kako bi se smanjio nosivost glave stroja na vijku i servo motoru. Motor osi Z ima funkciju automatskog kočenja. U slučaju nestanka struje, automatska kočnica će čvrsto držati osovinu motora. , tako da se ne može okretati. Tijekom rada, kada svrdlo ne dodiruje obradak, brzo će se pomicati; kada svrdlo dodirne obradak, automatski će se prebaciti na radni pomak. Kada svrdlo prodre u obradak, automatski će se prebaciti na brzo premotavanje; kada kraj svrdla napusti radni predmet i dosegne postavljenu poziciju, radni stol će se pomaknuti na sljedeću poziciju rupe kako bi se ostvarila automatska cirkulacija. Glava snage koristi kombinaciju žice i tvrde tračnice, što ne samo da osigurava brzinu kretanja opreme, već i uvelike povećava krutost opreme. I može ostvariti funkcije slijepog bušenja rupa, glodanja, skošenja, lomljenja strugotine, automatskog uklanjanja strugotine itd., što poboljšava produktivnost rada.

(lijeva moćna glava)
2.3. Uklanjanje strugotine i hlađenje
Postoje spiralni i ravni lančani transporteri strugotine instalirani s obje strane ispod radnog stola, a strugotine se mogu automatski ispuštati u transporter strugotine na kraju kroz dvije faze spiralnih i lančanih ploča kako bi se ostvarila civilizirana proizvodnja. U spremniku rashladne tekućine transportera strugotine nalazi se pumpa za hlađenje, koja se može koristiti za vanjsko hlađenje alata kako bi se osigurala izvedba bušenja i vijek trajanja svrdla, a rashladno sredstvo se može reciklirati.
3.Potpuno digitalni sustav numeričkog upravljanja:
3.1.Uz funkciju lomljenja strugotine, vrijeme lomljenja strugotine i ciklus lomljenja strugotine mogu se postaviti na sučelju čovjek-stroj.
3.2.Uz funkciju podizanja alata, visina podizanja alata može se postaviti na sučelju čovjek-stroj. Kada bušenje dosegne ovu visinu, svrdlo se brzo podiže do vrha obratka, a zatim se strugotine odbacuju, a zatim brzo prosljeđuju na površinu za bušenje i automatski pretvaraju u rad.
3.3.Centralizirana upravljačka kutija i ručna jedinica imaju sustav numeričkog upravljanja i opremljeni su USB sučeljem i LCD zaslonom s tekućim kristalima. Kako bi se olakšalo programiranje, pohranjivanje, prikaz i komunikacija, operativno sučelje ima funkcije kao što su dijalog čovjek-stroj, kompenzacija pogreške i automatski alarm.
3.4.Oprema ima funkciju pregleda i ponovnog pregleda položaja rupe prije obrade, a rad je vrlo prikladan.
4. Automatsko podmazivanje
Parovi preciznih linearnih vodilica za alatne strojeve, parovi preciznih kugličnih vijaka i drugi parovi za visoko precizno kretanje opremljeni su automatskim sustavima podmazivanja. Automatska pumpa za podmazivanje ispušta ulje pod pritiskom, a komora za kvantitativno ulje za podmazivanje ulazi u ulje. Nakon što se uljna komora napuni uljem, kada tlak u sustavu poraste na 1,4-1,75Mpa, sklopka tlaka u sustavu se zatvara, pumpa se zaustavlja, a ventil za pražnjenje se istovremeno prazni. Kada tlak ulja u cesti padne ispod 0,2Mpa, kvantitativni podmazivač počinje puniti točku podmazivanja i dovršava jedno punjenje uljem. Zbog točne opskrbe uljem kvantitativnog uljnog injektora i detekcije tlaka sustava, opskrba uljem je pouzdana, osiguravajući postojanje uljnog filma na površini svakog kinematičkog para, smanjujući trenje i trošenje i sprječavajući oštećenje unutarnja struktura uzrokovana pregrijavanjem. , kako bi se osigurala točnost i vijek trajanja alatnog stroja. U usporedbi s parom kliznih vodilica, par kotrljajućih linearnih vodilica koji se koristi u ovom alatnom stroju ima niz prednosti:
①Osjetljivost kretanja je visoka, koeficijent trenja kotrljajuće vodilice je mali, samo 0,0025~0,01, a pogonska snaga je znatno smanjena, što je samo 1/10 običnih strojeva.
② Razlika između dinamičkog i statičkog trenja je vrlo mala, a performanse praćenja su izvrsne, to jest, vremenski interval između signala vožnje i mehaničkog djelovanja je izuzetno kratak, što pogoduje poboljšanju brzine odziva i osjetljivosti sustav numeričkog upravljanja.
③Pogodan je za linearno kretanje velikom brzinom, a njegova trenutna brzina je oko 10 puta veća od brzine kliznih vodilica.
④ Može ostvariti kretanje bez zazora i poboljšati krutost kretanja mehaničkog sustava.
⑤Proizveden od strane profesionalnih proizvođača, ima visoku preciznost, dobru svestranost i jednostavno održavanje.

5. Okolina korištenja stroja:
Napajanje: trofazni AC380V ± 10%, 50Hz ± 1 Temperatura okoline: 0 ° ~ 45 °
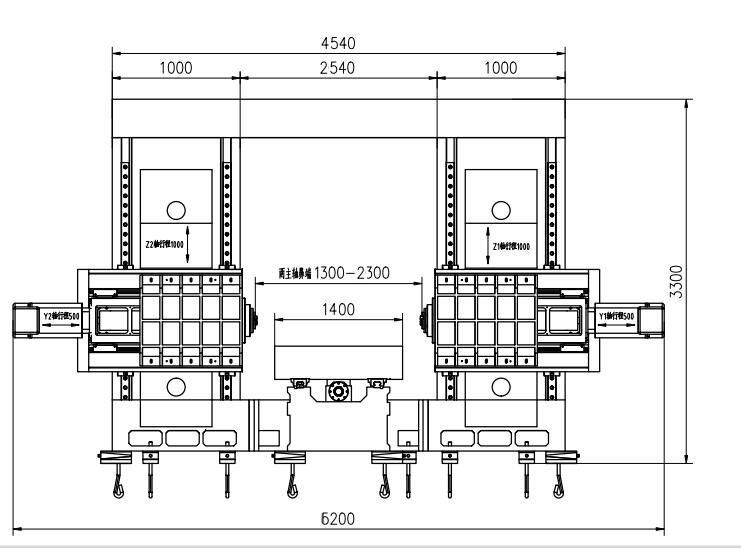
Pet, glavni tehnički parametri:


| model | BOSM4014 | |
| Maksimalna veličina obratka za obradu | Duljina × širina × visina (mm) 4000 × 1600 × 1000 | |
| Maksimalni posmak portala | Širina (mm) | 2300 |
| veličina radnog stola | Duljina X Širina (mm) | 4000*1400 |
|
Horizontalna glava za bušenje snaga glava jedan dva
| Količina (2) | 2 |
| Konus vretena | BT50 | |
| Promjer bušenja (mm) | Φ2-Φ60 | |
| Promjer rezanja (mm) | M3-M30 | |
| Promjer diska glodala (mm) | 300 | |
| Brzina vretena (r/min) | 30~6000 | |
| Snaga motora servo vretena (kw) | 37 | |
| Udaljenost vrha vretena od središta stola (mm) | 650-1150 (prikaz, ostalo). | |
| Lijevi i desni hod jednog klipa (mm) | 500 | |
| Udaljenost između središta šipke i ravnine stola (mm) | 200-1400 (prikaz, stručni). | |
| Hod klipa gore i dolje (mm) | 1200 | |
| Ponovljivost | 300mm*300mm | ±0,02 |
| Dimenzije alatnog stroja | Duljina × širina × visina (mm) | prema crtežima |
| Bruto težina (t) | (približno) 36 | |

Gore navedeni parametri su preliminarni projektni parametri. U stvarnom dizajnu može doći do promjena u skladu sa zahtjevima obrade obratka i zahtjevima dizajna alatnog stroja, kako bi se zadovoljili zahtjevi obradnih dijelova vaše tvrtke.






