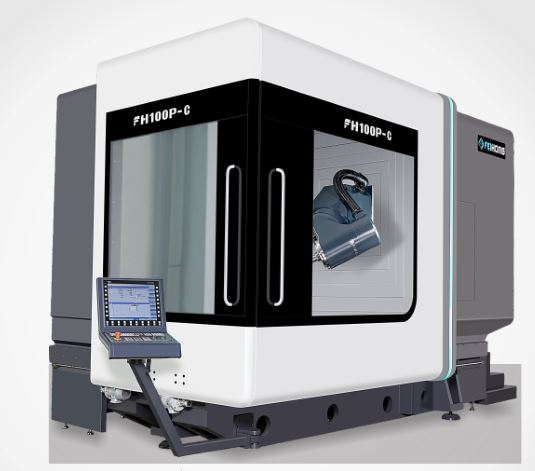
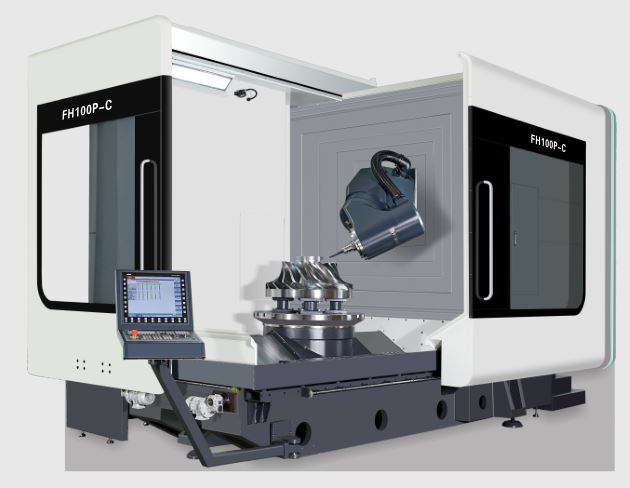
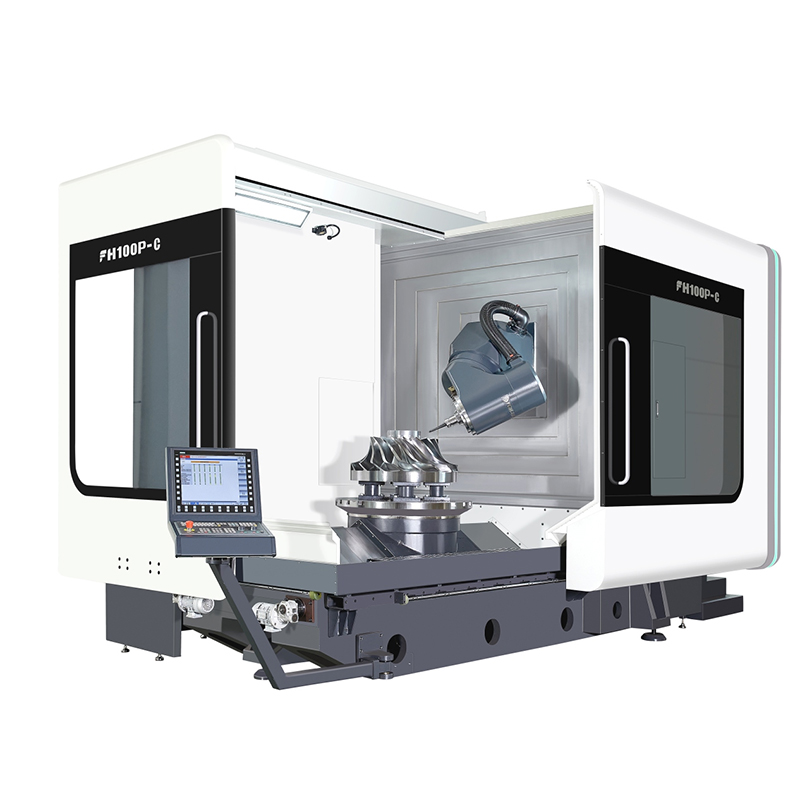
5 osi, simultano glodanje, tokarenje 100P-C
Opseg isporuke
Tablica funkcija standardne dodatne opreme (pogledajte funkciju regulatora za električni upravljački dio)
1. Kontroler Siemens 840DSL
2. Vlastita petoosna višenamjenska okretna glava
3. Električno vreteno DGZX-24012/34B2-KFHWVJS
4. Sustav automatske izmjene alata HSK-A100 sa 40 spremnika alata
5.X/Y/Z šuplji rashladni kuglični vijak
6. 7 valjkastih linearnih klizača (3 za X os, 2 za Y/Z os)—BOSCH REXROTH
7. X/Y/Z troosno optičko ravnalo potpuno zatvorene petlje
8. Uređaj za kontrolu temperature električne kutije
9. Hladnjak vretena
10. Spiralni uređaj za kotrljanje strugotine i stražnji transporter željezne strugotine
11. Voda iz središta vretena, prstenasti vodeni sprej
12. Upuhnite zrak u središte vretena i upuhnite zrak u prsten.
13. Glava polumjeseca s pet osi puše vodu, a polumjesec puše zrak.
14. 1 vrsta sigurnosne blokade za prednja i bočna radna vrata
15. Rashladni uređaj za cirkulaciju vretena.
16. Vodootporna radna fluorescentna svjetiljka
17. Uređaj hidrauličke stanice
18. Infracrvena sonda Renishaw OMP60
19. Renishaw Laser Tool Setter
20. Središnji centralizirani uređaj za automatsko hranjenje podmazivanja
21. Vodeni pištolj za čišćenje radne strane i zračno sučelje
22. Sustav hlađenja tekućine za rezanje
23. Potpuno zatvoren zaštitni lim
24. Operacijska kutija
25. Električna kutija opremljena je klima uređajem
26. Elektronski ručni kotač Siemens
27. Nožni prekidač za otpuštanje alata vretena
28. Podlošci za razinu temelja i temeljni vijci
29. Alati za podešavanje i kutije za alate
30. Tehnički priručnik
Parametar
| Artikal | Uni | FH100P-C |
| Hod osi X | mm | 1000 |
| Hod osi Y | mm | 1150 |
| Hod osi Z | mm | 1000 |
| Udaljenost od vrha vretena do površine radnog stola | mm | 160-1160 (prikaz, ostalo). |
| Horizontalna glava za glodanje | mm | 30-1030 (prikaz, stručni). |
| Hrana/brza brzina kretanja | m/min | 40 |
| Sila napajanja | KN | 10 |
| Rotacijski stol (os C) | ||
| Veličina radnog stola | mm | Ø1050 |
| Maks. opterećenje stola (mlin) | kg | 4000 |
| Max. opterećenje stola (okretanje) | kg | 3000 |
| Rotray stol | broj okretaja u minuti | 45 |
| Radni stol za glodanje/tokarenje (složeno glodanje i tokarenje) | broj okretaja u minuti | 500 |
| Minimalni kut razdvajanja | ° | 0,001 |
| Nazivni zakretni moment | Nm | 1330 |
| Maksimalni okretni moment | Nm | 2630 |
| CNC okretna glava za glodanje (B os) | ||
| Raspon njihanja (0=Okomito/180=Razina) | ° | -15~180 |
| Brzo kretanje i brzina hranjenja | broj okretaja u minuti | 103 |
| Minimalni kut razdvajanja | ° | 0,001 |
| Nazivni zakretni moment | Nm | 1050 |
| Maksimalni okretni moment | Nm | 2130 |
| Vreteno(tokarenje i glodanje) | ||
| Brzina vretena | broj okretaja u minuti | 10000 |
| Snaga vretena | Kw | 42/58 |
| Zakretni moment vretena | Nm | 215/350 |
| Konus vretena |
| HSKA100 |
| Udaljenost od središta vretena do površina vodilice grede | mm | 1091.5 |
| Model | Jedinica | FH100P-C |
| Magazin alata | ||
| Sučelje alata |
| HSKA100 |
| Kapacitet spremnika alata | KOM | 40 |
| Max.promjer/dužina/težina alata |
| Ø135/300/12 |
| Promjena alata (Alat za) | S | 2 |
| Mjerni uređaj | ||
| Infracrvena sonda | Rensishaw OMP60 | |
| Instrument za detekciju alata u radnom području obrade | Rensishaw NC4F230 | |
| Kapacitet obrade | ||
| Maks. promjer bušenja (srednji čelik) |
| Ø50 |
| Maks. promjer navoja (srednji čelik) |
| M40 |
| Maks. promjer glodanja (srednji čelik) |
| 250 |
| Točnost(ISO230-2 i VDI3441) | ||
| Točnost X/Y/Z pozicioniranja | mm | 0,006 |
| X/Y/Z Ponovite točnost pozicioniranja | mm | 0,004 |
| B/C točnost pozicioniranja |
| 8" |
| B/C Ponovite točnost pozicioniranja | 4" | |
| Kontrolni sustav |
| Siemens840D |
| Visina stroja (opći stroj) | mm | 3650 |
| Zauzeto područje za glavni stroj (D*Š) | mm | 5170x3340 |
| Okupirana površina za skladište alata (D*Š) | mm | 1915x1400 |
| Okupirana površina za transporter strugotine (D*Š) | mm | 3120x1065 |
| Zauzeto područje za spremnik vode (D*Š) | mm | 1785x1355 |
| Ukupna ukupna zauzeta površina do kompletnog stroja (D*Š) | mm | 6000x3750 |
| Težina stroja | Kg | 21000 |
CNC strojkontrolor
| Kontrolni sustav | Siemens 840DSL (motor i pogon) | ||
| Broj kontrolnih osi | 5-osno simultano glodanje sa simultanim tokarenjem (NC os + vreteno, BC os) | ||
| Simultano upravljanje 5 osi Istodobno glodanje s tokarenjem | os pozicioniranja | Standardni X, Y, Z, B, C | |
| interpolacija | ravna linija | X, Y, Z, B, C osi (X, Y, Z, B, C mogu se kompenzirati) | |
| luk | X, Y, Z, B, C osi (X, Y, Z, B, C mogu se kompenzirati) | ||
| Minimalna nastavna jedinica | 0,001 um | ||
| minimalna upravljačka jedinica | 0,1 nm | ||
| Prikaz | 19LCD | ||
| Motor | Mogućnost trostrukog preopterećenja s apsolutnim koderom (položaj kodera se nikada ne gubi) | ||
| Funkcija vanjske komunikacije | Ethernet i RS232C sučelje | ||
| Način rada | MDI, automatski, ručno, ručni kotač, porijeklo (apsolutno), REPOS | ||
| programski | Online uređivač ISO jezika | ||
| Maksimalni kapacitet pohrane PLC programiranja | 2048 KB | ||
| Funkcija interpolacije | Ravne linije, krugovi kroz i kroz središnje točke, spirale, fine površine, postavke velike brzine itd. | ||
| Broj odstupanja alata | 512 grupa | ||
| Povećanje ručnog kotača | 0,1/0,01/0,001 mm | ||
| Minimalno postavljanje i pokretne jedinice | 1um/X,Y,Z | ||
| ušteda podataka | Memorijski podaci nikada neće biti izgubljeni kada se napajanje isključi | ||
| brzina napajanja | 0%-150% | ||
| Brzo povećanje unaprijed | 0%-100% | ||
| Ulazno i izlazno sučelje | Ethernet i RS232C sučelje, CF kartica, sigurnosna kopija USB memorije | ||
| jezik prikaza | kineski i engleski | ||
Standardna količina konfiguracije
| No | Naziv pribora | jedinica | Kol |
| 1 | nožni prekidač | postaviti | 1 |
| 2 | Hidraulički stezni mehanizam | postaviti | 1 |
| 3 | Centralizirani uređaj za podmazivanje | postaviti | 1 |
| 4 | sustav hlađenja | postaviti | 1 |
| 5 | radna lampa | postaviti | 1 |
| 6 | Svjetlo u tri boje | postaviti | 1 |
| 7 | horizontalni most | kom | 1 |
| 8 | Učvršćenja alatnih strojeva | postaviti | 1 |
| 9 | Standardni paket alata | postaviti | 1 |
| 10 | sigurnosna brava za vrata | postaviti | 1 |
| 11 | komplet za temelje | postaviti | 1 |
| 12 | Ugradite alat za podešavanje | postaviti | 1 |
| 13 | Čvrsto narezivanje i pozicioniranje vretena u više točaka | postaviti | 1 |
| 14 | Pužni transporter i automatski stroj za uklanjanje strugotine | postaviti | 1 |
| 15 | Standardni hidraulički sustav | postaviti | 1 |
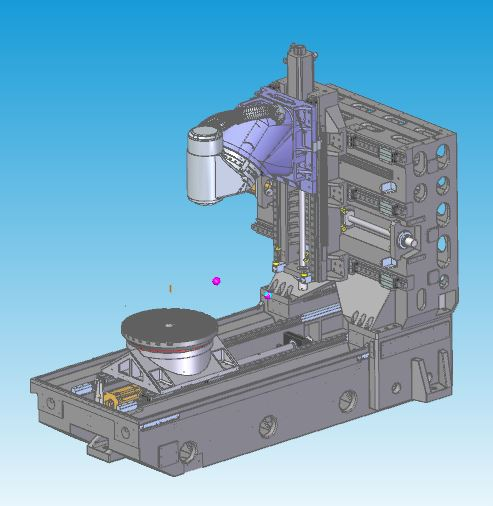
Značajke dizajna | Najbolji dizajn analize mehaničkog lijevanja žice
Termosimetrična lijevana struktura pune kutije, od visokokvalitetnog lijevanog željeza Meehanna
Tretman kaljenja i prirodnog starenja za uklanjanje unutarnjeg stresa
Strukturalne vibracije prirodne frekvencije eliminiraju stres prilikom obrade materijala
Dizajn stupa velike površine visoke krutosti s punim zidom, učinkovito poboljšava krutost te statičku i dinamičku točnost
Troosni šuplji rashladni vijčani pogon
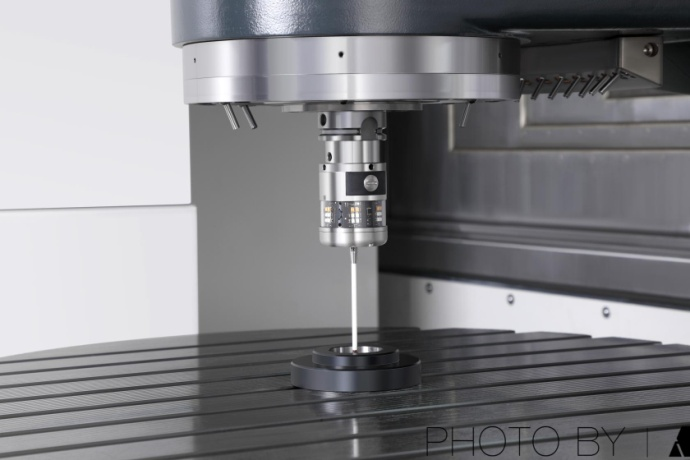
CNC okretna glava za glodanje (B os)

Značajke dizajna
Ugrađeni DD motor s nultim prijenosnim lancem bez zazora
Karakteristike visokog ubrzanja
Najkraći raspon između vrha alata vretena i strukturalne potporne točke ostvaruje maksimalnu krutost rezanja
Veći YRT ležajevi povećavaju krutost
Opremljen HEIDENHAIN mjernim sustavom rotacijskog kodera visoke preciznosti, upravljanje potpuno zatvorenom petljom kako bi se osigurala najbolja točnost
Dizajn rashladnog sustava vretena i B-osi za smanjenje prijenosa topline
Rotacijski stol (os C)

Značajke dizajna
Ugrađeni DD motor s nultim prijenosnim lancem bez zazora
Karakteristike odziva na visoko ubrzanje i usporavanje
Veći YRT ležajevi povećavaju krutost
Veliki nazivni pogonski moment, pozicioniranje i obrada s uređajem za pozicioniranje na stolu i stezanjem
Ispunite dvije potrebe obrade glodanja i glodanja-tokarenja, smanjite rukovanje radnim komadima i poboljšajte točnost proizvoda
Opremljen HEIDENHAIN mjernim sustavom rotacijskog kodera visoke preciznosti, upravljanje potpuno zatvorenom petljom kako bi se osigurala najbolja točnost
Dizajn rashladnog sustava za smanjenje prijenosa topline
Podesivač alata koji se može podići

Značajke dizajna
Opremljen Ransishaw NC4F230 beskontaktnim laserskim podešavačem alata za veću preciznost
Automatsko podešavanje alata na stroju, automatsko ažuriranje kompenzacije alata
Uređaj za postavljanje alata može se podizati i spuštati kako bi se uštedio prostor na površini za obradu
Potpuno zabrtvljena konstrukcija lima štiti uređaj za postavljanje alata od vode i željeznih strugotina tijekom obrade
Infracrvena sonda
Značajke dizajna
Opremljen Ransishaw OMP60 optičkom sondom za dodir
Poravnanje izratka na stroju i inspekcija veličine, smanjuju se pogreške pri ručnom pregledu, poboljšavaju točnost proizvoda i učinkovitost obrade
90% uštede vremena za pomoć na stroju